

食品卫药封装
食品卫药封装
食品药品包装
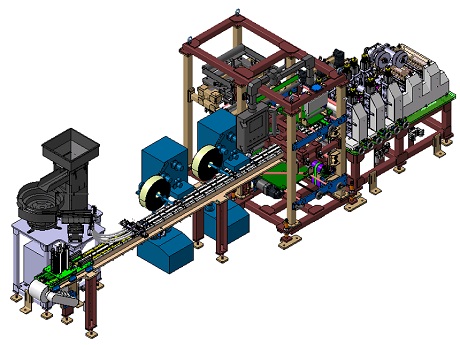
随着食品药品产业的不断升级,对食品药品的包装也提出了新的需求。我司以市场需求为导向,着力向高自动化、高可靠性、高生产效率、高柔性、高集成度、智能化方向努力,开发新一代食品药品包装设备。
以公司某款药品包装在研设备为例,经调研,我司设备效率150PCS/Min,单台主机满足同类产品多种规格的柔性切换生产,性能优于市场上同类设备,效率为40~80PCS/Min且仅生产单一规格产品;在智能化方面,我司设备采用全伺服系统、HMI界面,生产参数智能下发,预留有专用通道,为智能工厂的SCADA、MES等系统提供支持。
公司结合自身自动化行业经验,可为包装设备提供产品上料、产品上下线检测、产品在线称量、产品下线码垛等上下游辅助设备的集成方案,为食品药品生产企业提供增值服务。



上一个:
没有了
下一个:
工业机器人集成
